
- · 林芝镀锌方管厂家 林芝镀锌钢管 林芝镀锌管 林芝螺旋钢管 #2024更新中
- · 欢迎访问##崇左STSC-55G可控硅模块##股份集团
- · 富民县电梯 富民县电梯别墅电梯报价 股份集团
- · 江苏No7750##发货不停
- · 昆山SA-540Gr.B21CL3~~优惠客户
- · 和平县电梯 和平县2层别墅电梯价格一览表-行业调研及未来趋势
- · 2025建材中心内蒙古阿拉善盟阿拉善右旗环氧灌浆料<2024+排一览>
- · 上海4161RH##实体现货
- · 1CR5MO圆棒-各地仓库可发
- · 玻纤瓦的使用方法
- · 宜春Q345E热轧等边角钢厂家 110*110*8角钢现货销售
- · SA193Gr.B8MLCuNCl.1B万吨库存光亮棒、圆棒
150*75*5*7H型钢 吕梁镀锌H型钢 截面稳定性好
150*75*5*7H型钢 吕梁镀锌H型钢 截面稳定性好

为扭转这种局面,企业对生产工艺、设备和管理等实施了措施。2提高球团矿产量和质量的措施2.1保证原料质量南钢竖炉原料主要使用国内球粉与进口球粉,投产初期 年以来,由于铁矿资源紧张,配比调整为国内球粉配75%,进口配25%。且国内球粉品种较多,给生产造成较大波动。为此加强进厂原料的检查工作,不定期取样抽查,并将结果及时反馈给有关部门,以确保配料成分的稳定。
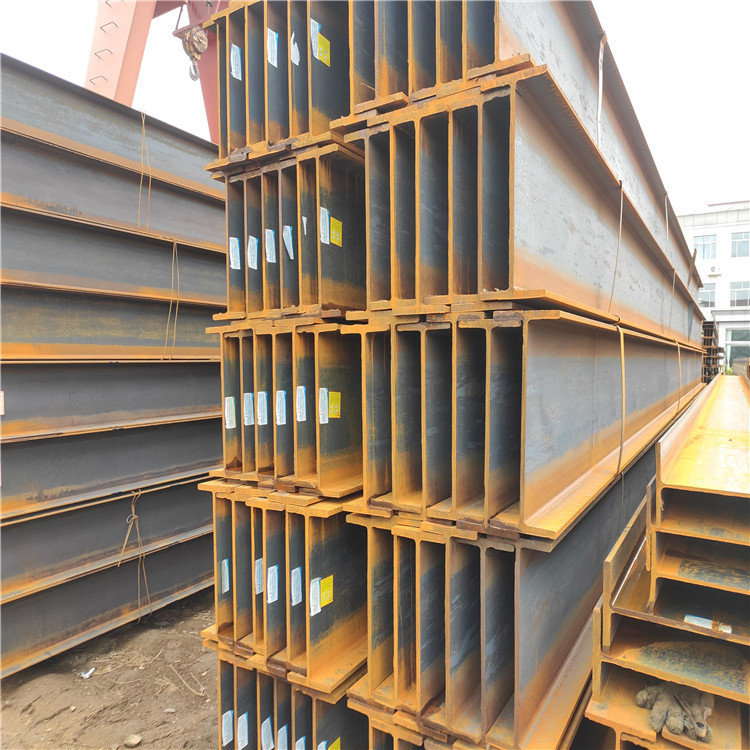
山东轧三特钢有限公司,H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。

H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘钢。H型钢的腹板厚度比腹板同样高的普通钢小,翼缘宽度比腹板同样高的普通钢大,因此又得名宽缘钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通钢。轧三特钢用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
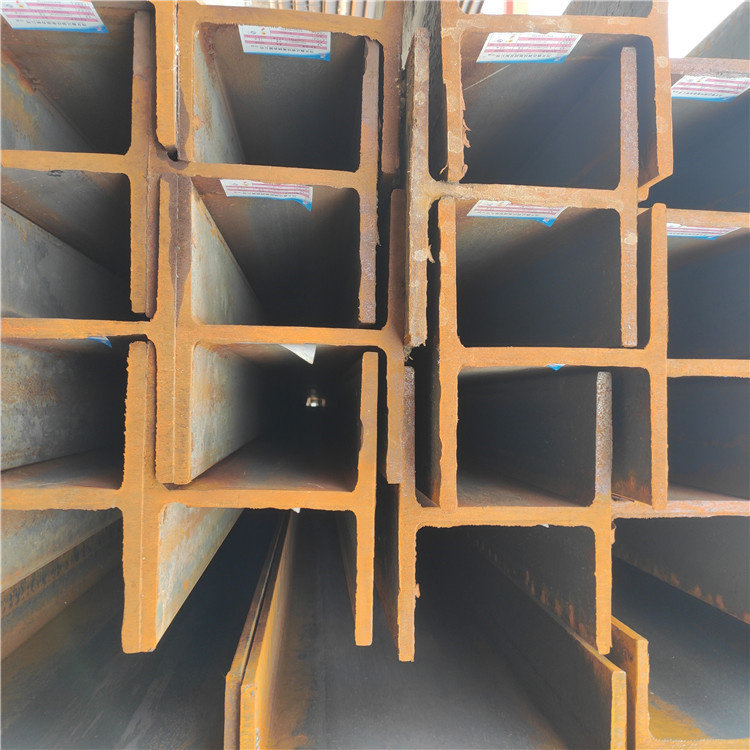
150*75*5*7H型钢 吕梁镀锌H型钢 截面稳定性好成套配电箱应为两部认证合格厂家的产品,产品应有合格证。3关盒、插座盒、灯头盒、接线盒等塑料盒均应外观整齐,敲落孔齐全,无劈裂现象。4管箍、管卡头,护口应使用配套的阻燃型塑料制品。5镀锌材料:扁钢、圆钢、木螺丝、机螺丝、铅丝等。6辅助材料:防腐漆,木砖,扫管布,水泥、砂子等。2主要机具:2.2.1手锤、錾子、钢锯、锯、半圆锉、手电钻、液压孔器、活扳手。2水平尺、盒尺、灰桶、灰铲、水桶、小线、线坠、高凳等。3作业条件:2.3.1建筑水平线及墙厚度线已好。2敷设管路应与土建施工紧密配合。作工艺3.1工艺流程:预制→盒箱→管路敷设→预扫管3.2管路连接的一般要求:3.2.1管与管的连接:一般波纹管均有配套的管箍用于管的连接,连接管的对口应处于管箍的中心。2管与盒、箱的连接:3.2.2.1管卡头连接:一般波纹管均有配套的管卡头,可用于管与盒、箱的连接。2.2串接连接:即将波纹管直接穿过盒子的两个管孔,不断管。
H型钢用途)(轧三特钢)
由于具有上述优点,H型钢应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基和堤坝工程;各种机器构件 型钢 吕梁镀锌H型钢 截面稳定性好根据生产实践分析和研究得出,造成铜冷却壁破损的主要原因之一是高炉炉腹角过大,渣皮难以稳定,容易脱落。对比欧洲和我国炉腹角,欧洲高炉炉腹角一般在72~74,我国是76~78,值得我们认真研究。在环保技术方面,目前烧结烟气的脱硝更多依靠源头减量和过程控制,今后应重点发展高度环保、工艺扩展性强、脱硫脱硝脱二英一体化协同控制的集成深度净化技术,取代现有的单组分脱硫技术,尤其是低温烟气脱硝技术的研发。此外,应优先发展深度节水、硫资源和副产物综合利用的技术。并在管子上划出需熔焊的长度。将 熔焊机打加温至26℃,当控制指示灯变成绿灯时,始焊接。将需连接的管子和配件放进焊接机头,加热管子的外表面和配件接口的内表面。然后同时从机头处拔出并迅速将管子加热的端头插入已加热的配件接口。插入时不能旋转管子,插入后应静置冷却数分钟不动。其加热时间和冷却时间及焊接深度按下表要求执行:管外径(mm)焊接深度(mm)加热时间(s 境温度小于5℃,加热时间应延长5%。