
热点
新内容
- · 高埗镇变压器厂 高埗镇干式变压器 高埗镇电力变压器 干式变压器温度范围
- · 襄樊电梯 襄樊400公斤别墅电梯报价 已更新
- · 岳阳市KLD-BKS7-175/4-400电容电抗器组合主要功能
- · 龙华新区镀锌无缝管厂家 龙华新区镀锌钢管 龙华新区镀锌管 龙华新区螺旋钢管 #2024更新中
- · 遵义市务川仡佬族苗族自治县水下铺设电缆收费标准
- · 韶关Inconel617,板材Inconel617,高强板
- · ZR-NX-VVRP补偿导线厂家执行标准
- · 2025**山西临汾汾西面层自流平水泥——免费鉴定
- · 恒鑫供应冷轧汽车用钢C10车洗、C10冷作模具钢
- · 邯郸无缝方管材质Q355B方管150x70x8无缝方管
- · 城关区角钢 城关区钢材市场 城关区钢铁市场 镀锌角钢市场价格
- · 40crv圆钢销量不断上涨
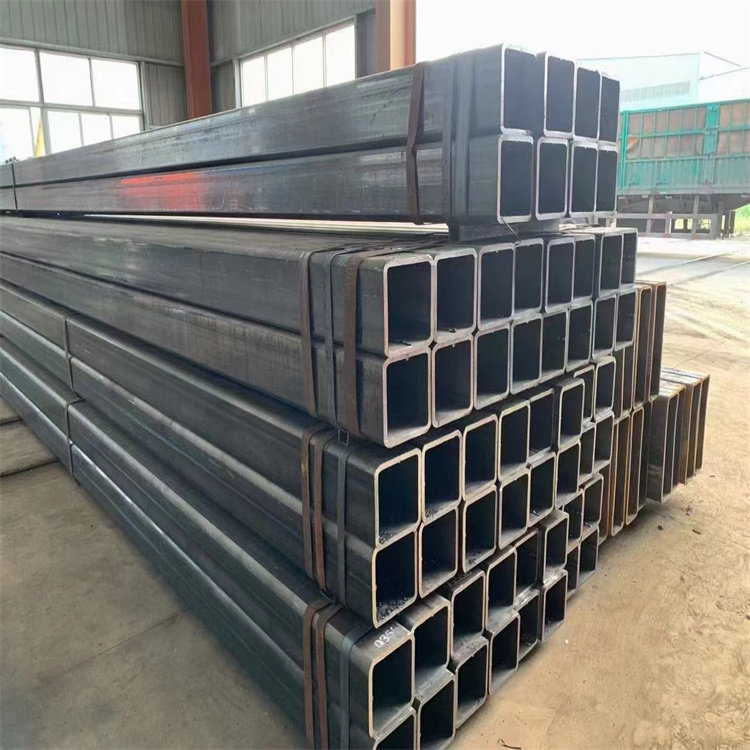
忻州尖角方管材质Q345E方管125x75x5尖角方管
发布用户:sdystg666
发布时间:2025-03-20 11:13:29
75x5尖角方管对摩件(上试样)为圆环形试样,环形触摸表面尺度为:内径16mm,外径24mm,材料由45钢经淬火加低温回火制成,硬度为HR852.室温浸油光滑,实验分别在定载和变载条件下进行。定载冲突磨损实验在固定载荷、转速、时刻条件下进行,实验载荷12N、实验转速1r/min、实验时刻3min,实验过程中的均匀冲突因数直接由数字化外表读出,并转换成数字信号存储在核算机中。实验完毕后用精度为1mm的千分尺丈量试样的磨痕深度,由磨痕深度核算详细的磨损体积,每个实验成果为34次实验成果的均匀值。


经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。
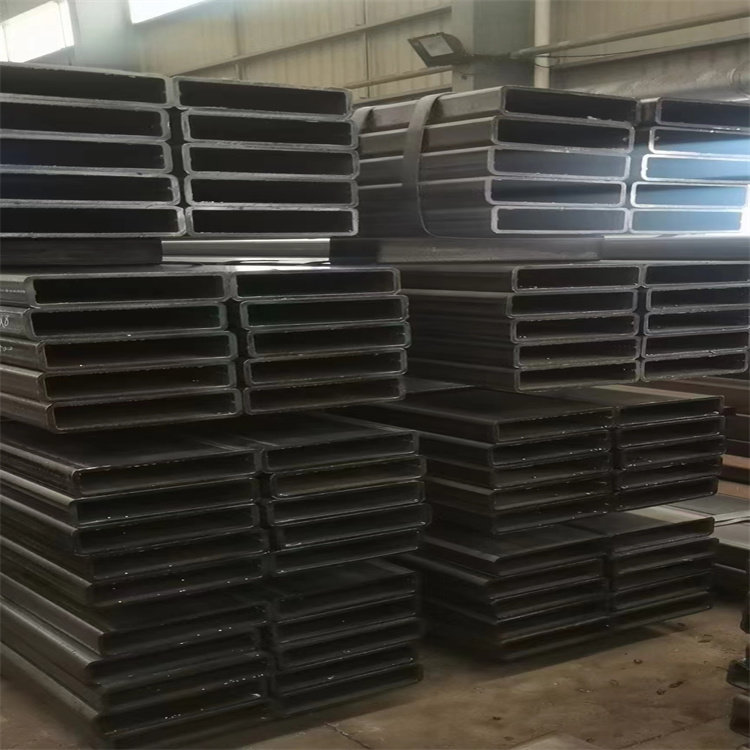
x75x5尖角方管脉石矿藏由各种代替的硅酸盐、石英和石膏组成。二号样品是取自澳大利亚西部萨曼撒矿山经过焙烧的砷黄铁,金的档次为15g/t。X射线衍射研讨未检测到硫化物的峰值。除氧化铁外,脉石矿藏与一号样品的相同。实验程序在曾经报导中已介绍。用5%(分量/体积)Na2S9H2O的溶液使浸出液氧化复原电位(Eh)调理到所要求的值,然后经过蠕动泵参加浓度为.5%的稀溶液,使化进程的Eh坚持在本研讨所列的规模内。用炭浆法从一号样品萃取金之后,矿浆屡次地经过一个125μm的筛网,以从尾矿中扫除炭。部分钢厂生产钢材产品有下差,一次大多数品种钢材理论重量是1吨实际重量并不足1吨,因此理论重量计价或者叫检尺价,且该价格要低于过磅销时的价格。下差或负差是理论重量为1吨的钢材的实际重量与理论重量之间的差——下差=(钢材理论重量-钢材实际重量)/钢材理论重量)*1%举例:某厂生产Φ25mm螺纹钢,理论重量是1吨,即1公斤,实际过磅重量为.95吨,即95公斤,则该厂家生产Φ25mm螺纹钢的下差=(钢材理论重量-钢材实际重量)/钢材理论重量)*1%=〔(1-95)/1〕*1%=5%,即有5个下差,或者直接说该厂家所生产Φ25mm螺纹钢有5公斤下差。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
忻州尖角方管材质Q345E方管125x75x5尖角方管近年发展起来的立式闭模充型挤压铸造,与4年前发明的"精、速、密"压铸原理一样,都是以压射机构进行补缩,其公称压力有限,并未达到挤压铸造的补缩比压要求,严格来说,还不能算作真正意义上的挤压铸造。与压铸技术相比,现有挤压铸造设备工效不高,零件成形尺寸精度低,成本相对较高。由于设备的自动化程度低,对工人的技能要求较高,操作难度较大,劳动强度高。同样的零件,挤压铸造工艺的车间成本约为压铸工艺的2---3倍。